
アルミニウム製品
| 写真 | 材料 | 用途 | ポイント |
|---|---|---|---|
|
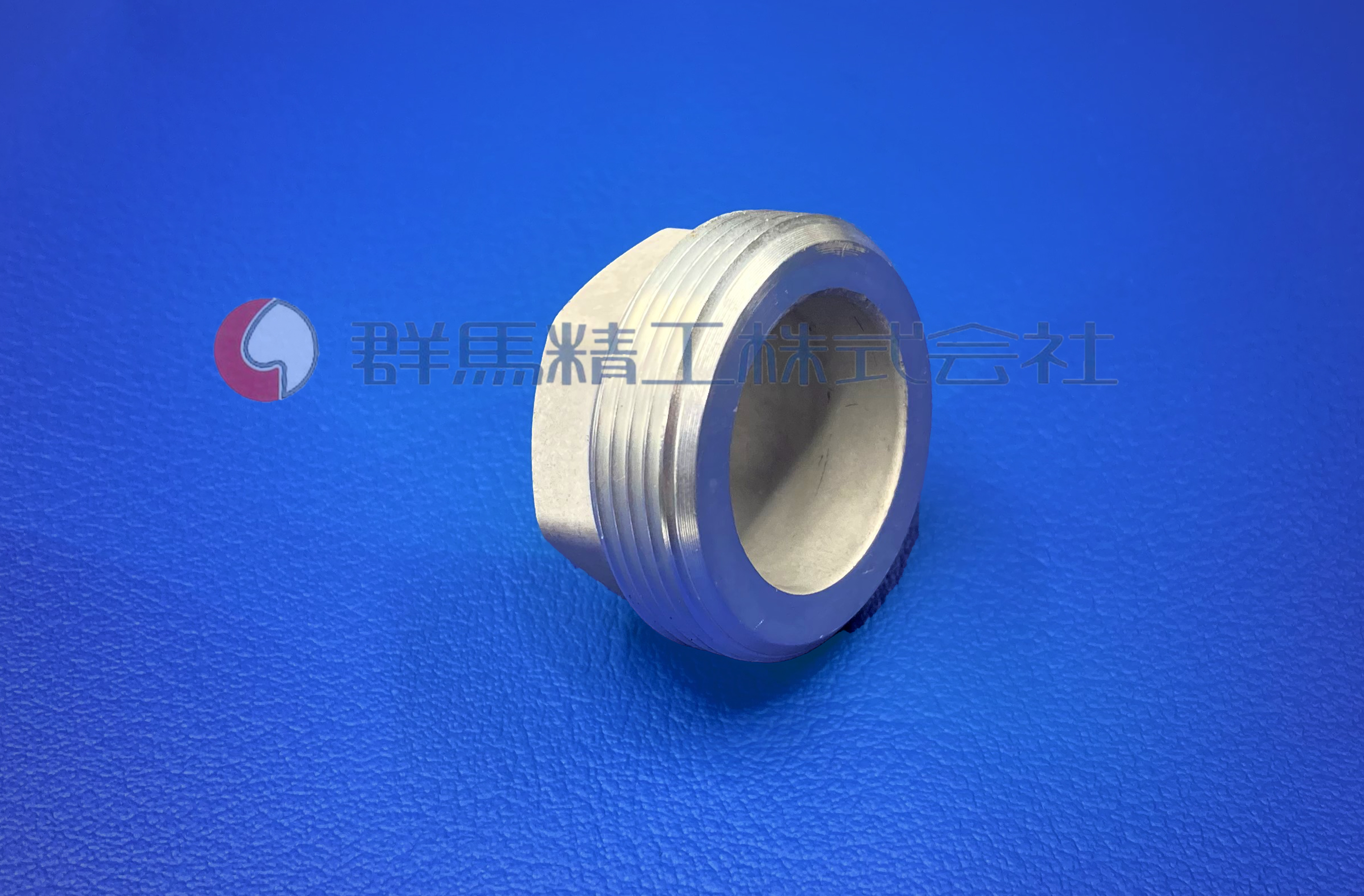
A6061 | コンプレッサー | ・異形押出材による鍛造1パンチ化 ・冷鍛品は鋳造巣が無い為、気密(油・空圧)部品の使用に適しております。 |

|
A5052 | HEV | ・スラグ材の使用による冷間鍛造 ・工法置換による検査工程の省略 |
|
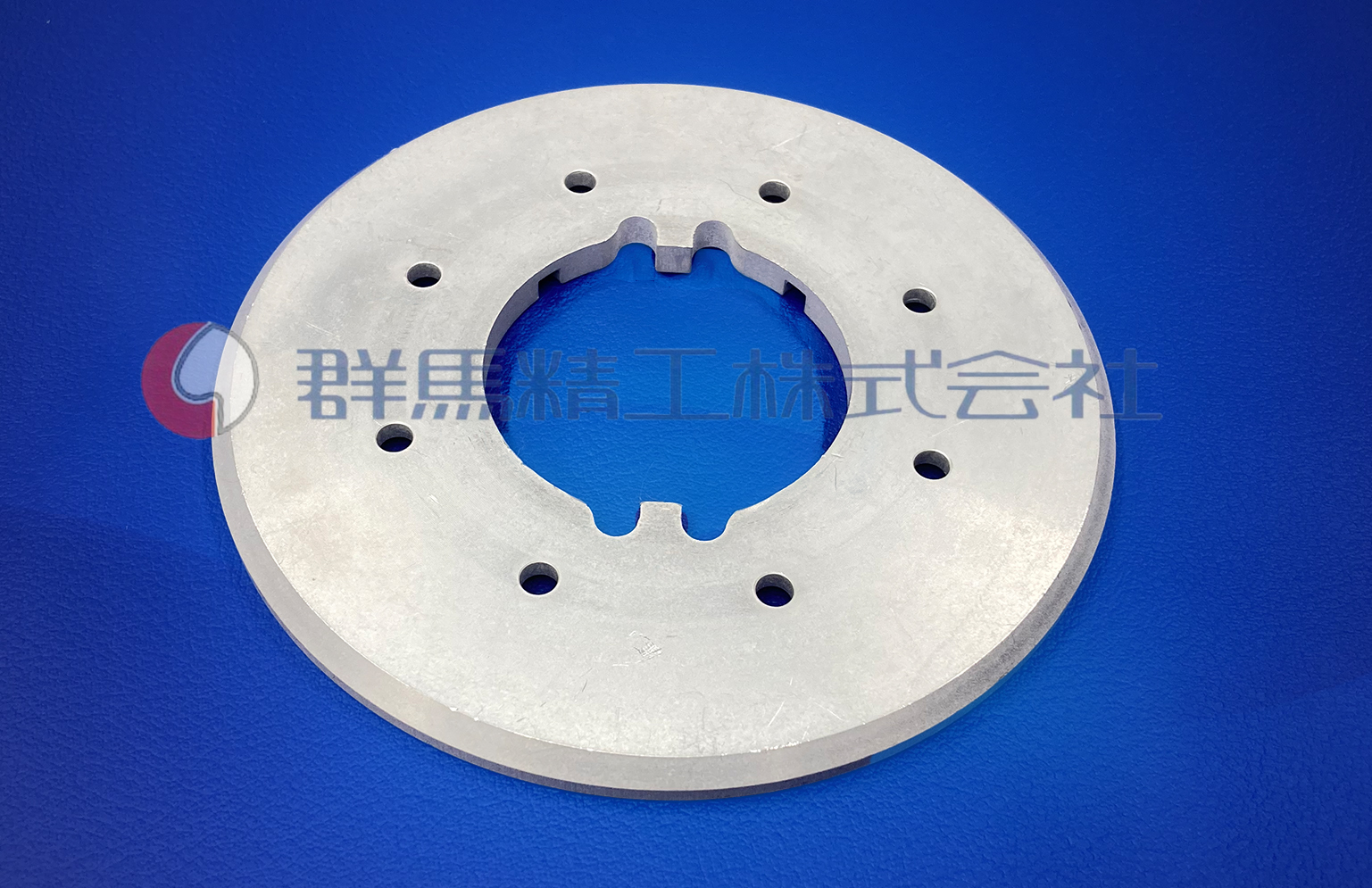
A6063 | 釣具(リール) | ・割り型を使用する事により“ ボビン形状 ”(アンダーカット形状)の成形を実現。 |

|
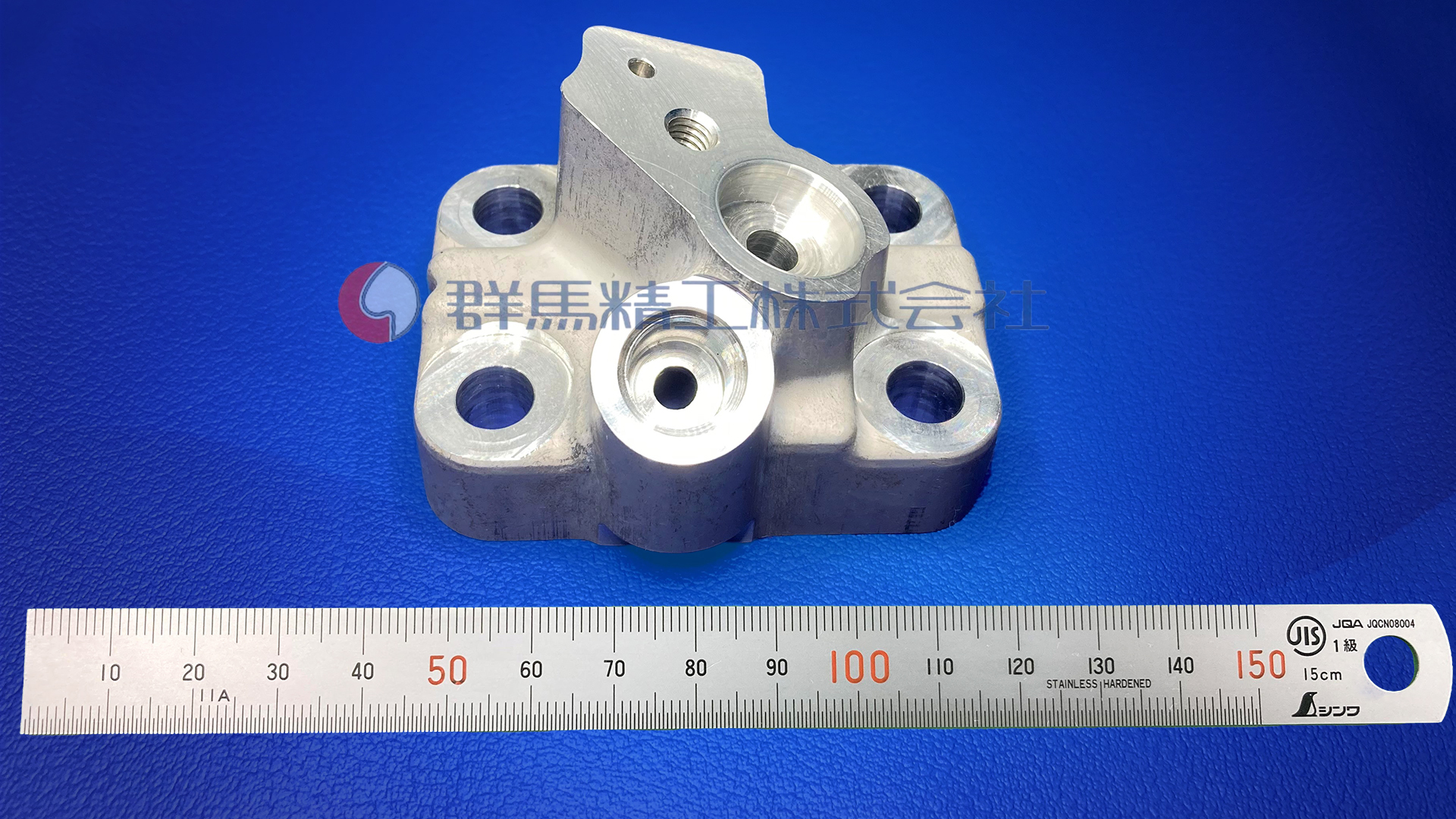
A6061 | エンジン | ・“鋳造”から “冷間鍛造”への工法変更品。 ・“ダイカスト”と比べると同強度の製品をより小型化での成形が可能。 |

冷間鍛造 |
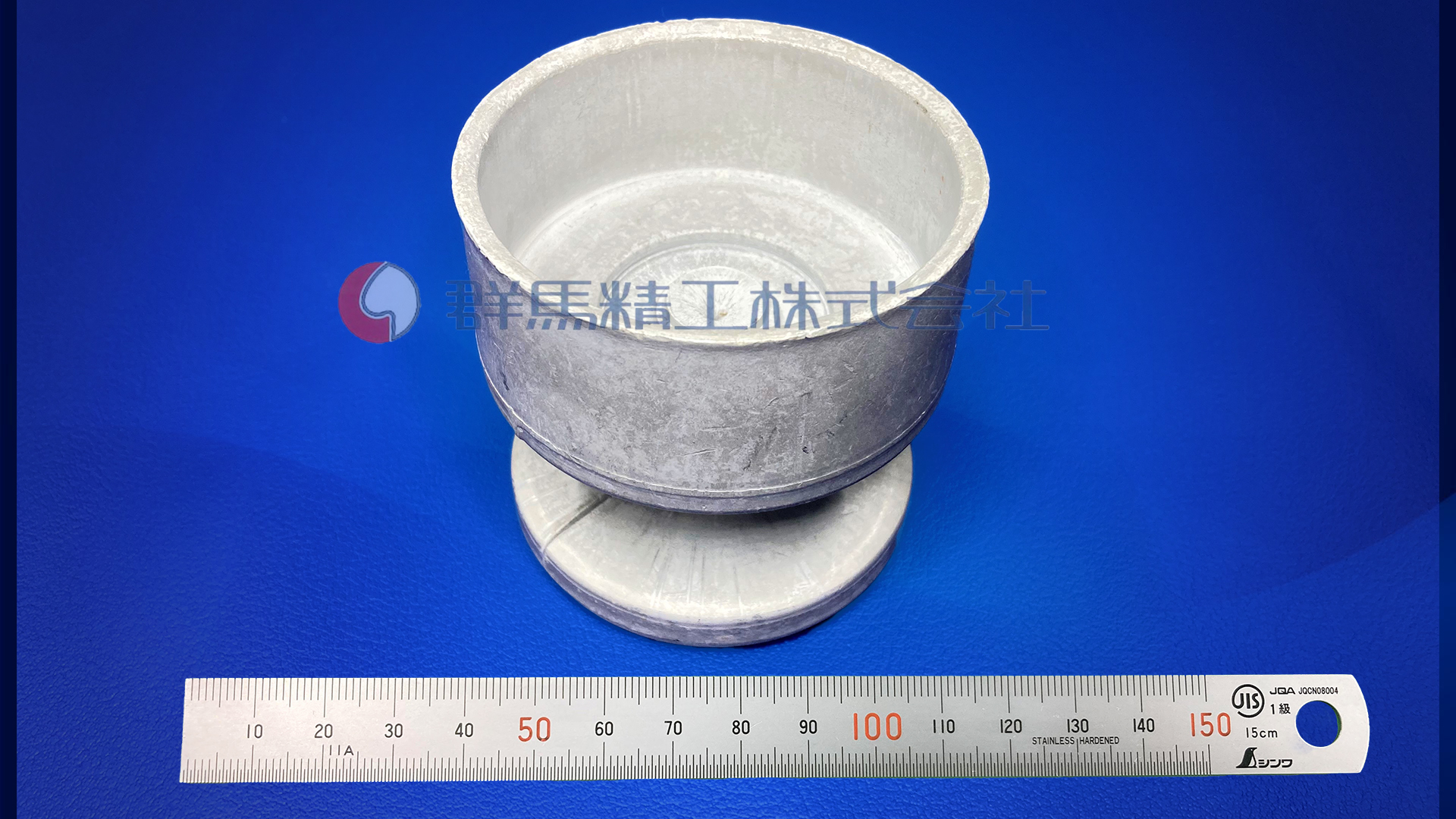
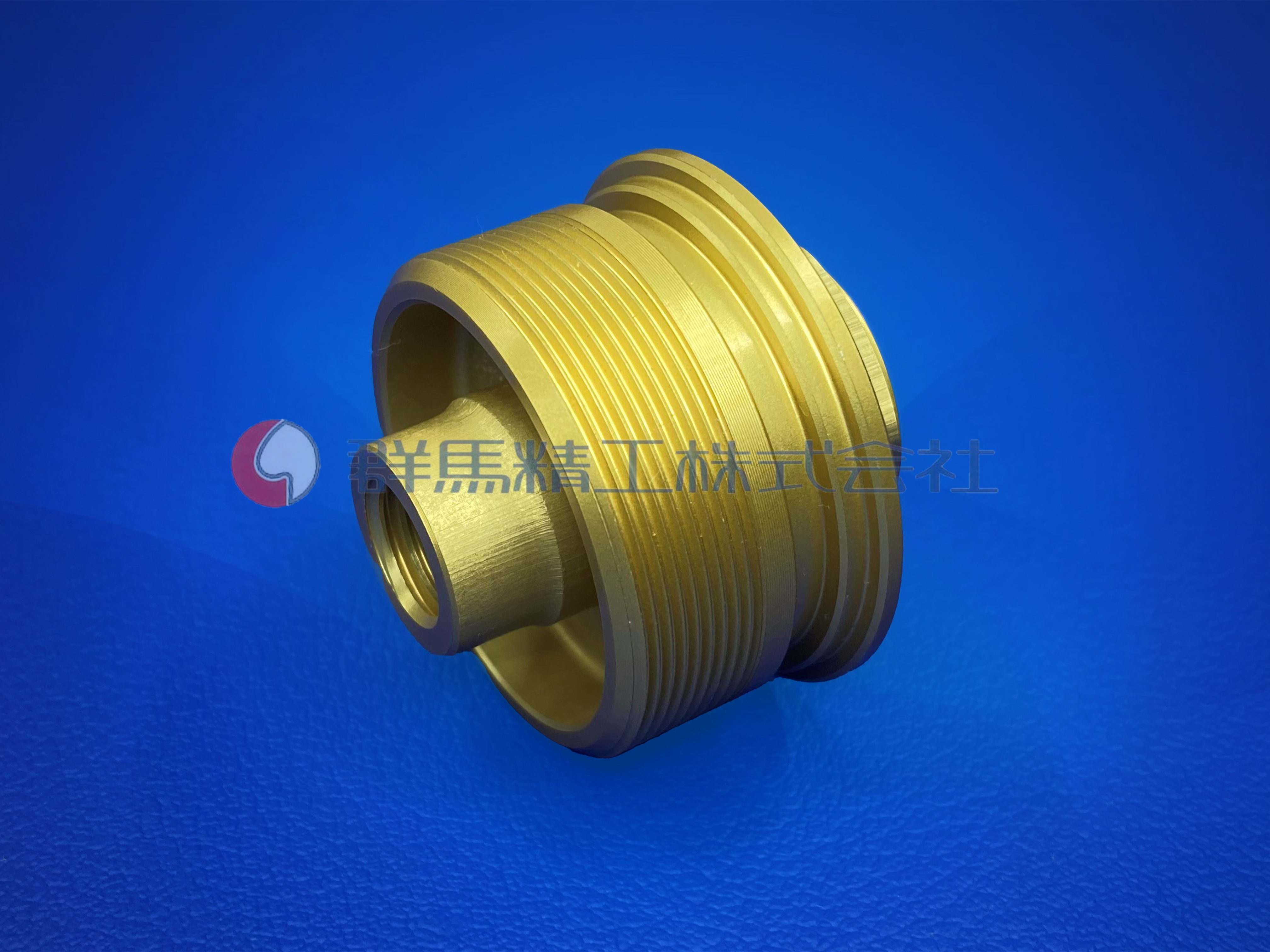
A6061 | 2輪 SA | ・筒状のスリーブとフランジ部を一体成型。 1ピース化に伴い組付け工程の省略加が実現。 |
|
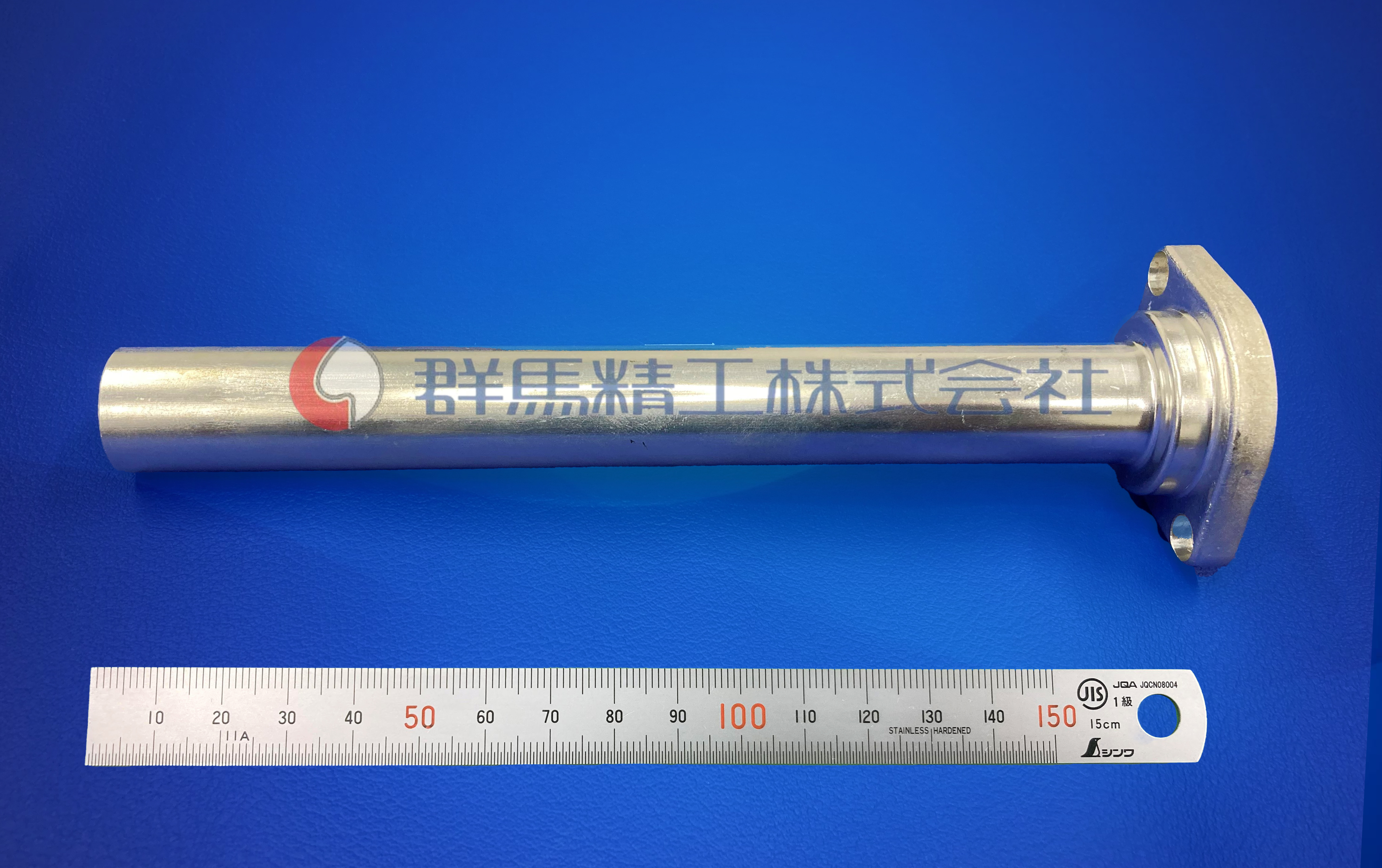
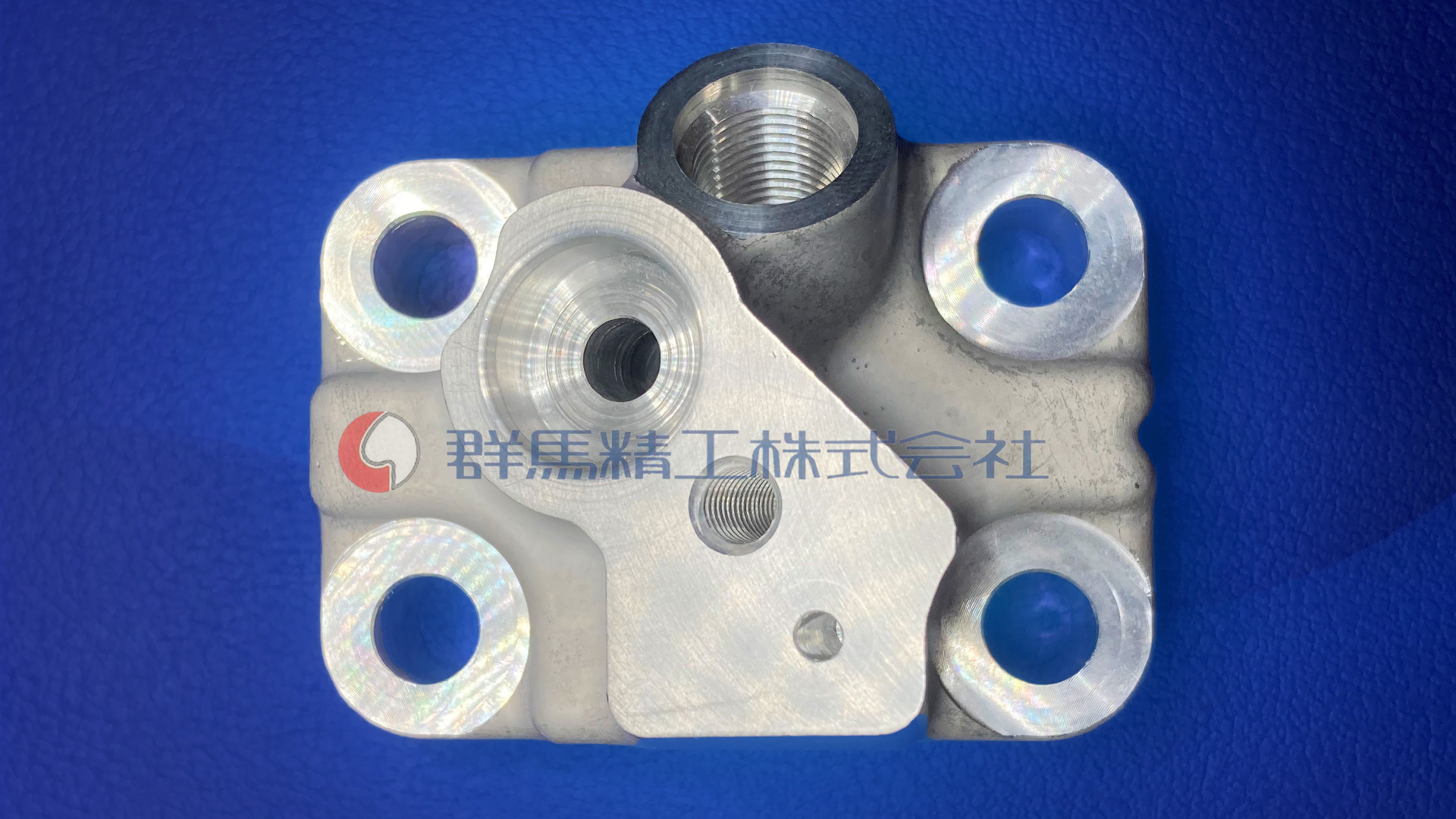
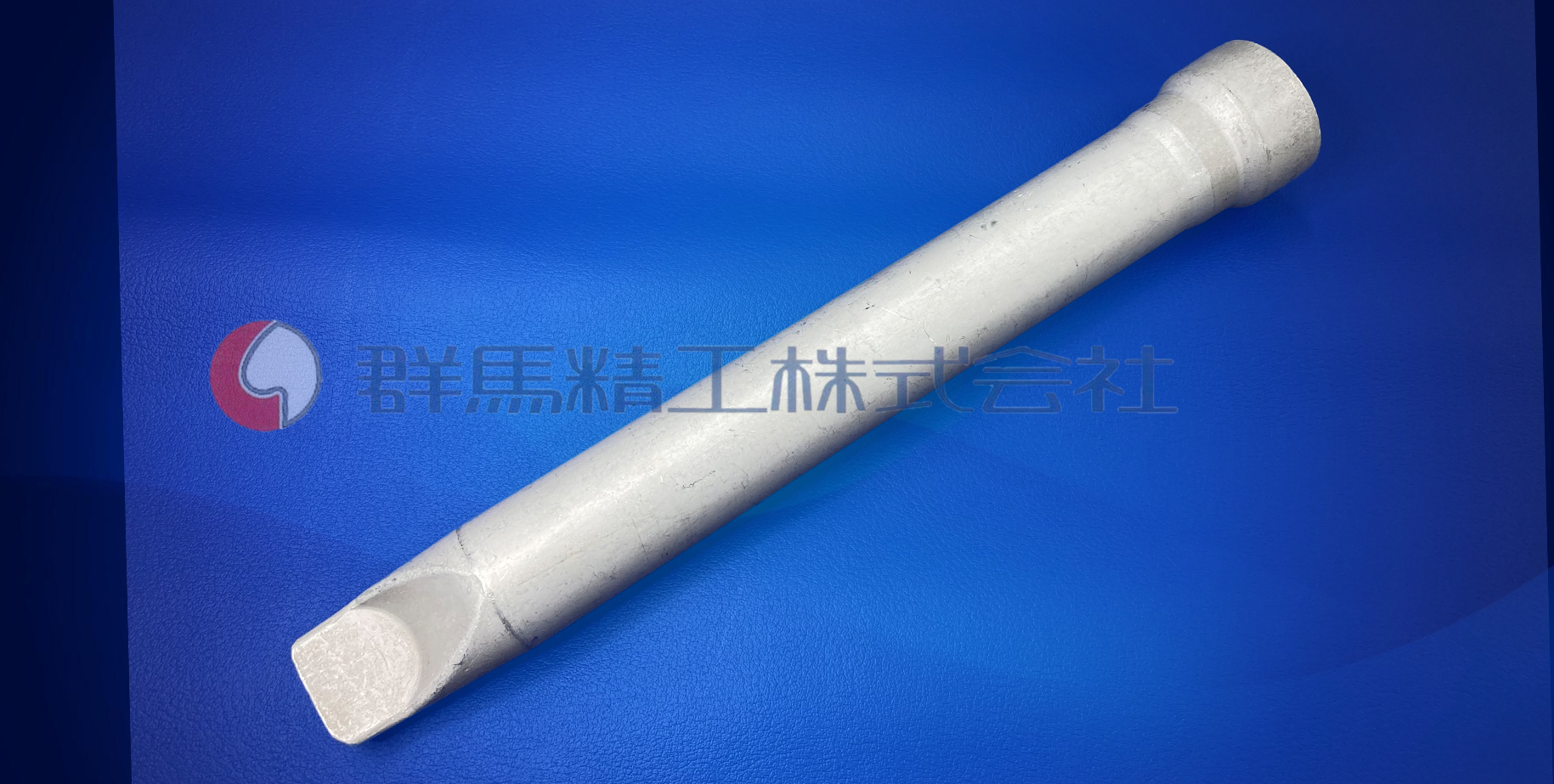
A6061 | 給油装置 | ・長尺パイプとフランジ部の一体成型部品。 |
|
A6061 | 輸送機器関連 | ・アルミ製でより軽く。 |
|
A6061 | 2輪 SA | ・異形押出し棒からの鍛造成形。 |

|
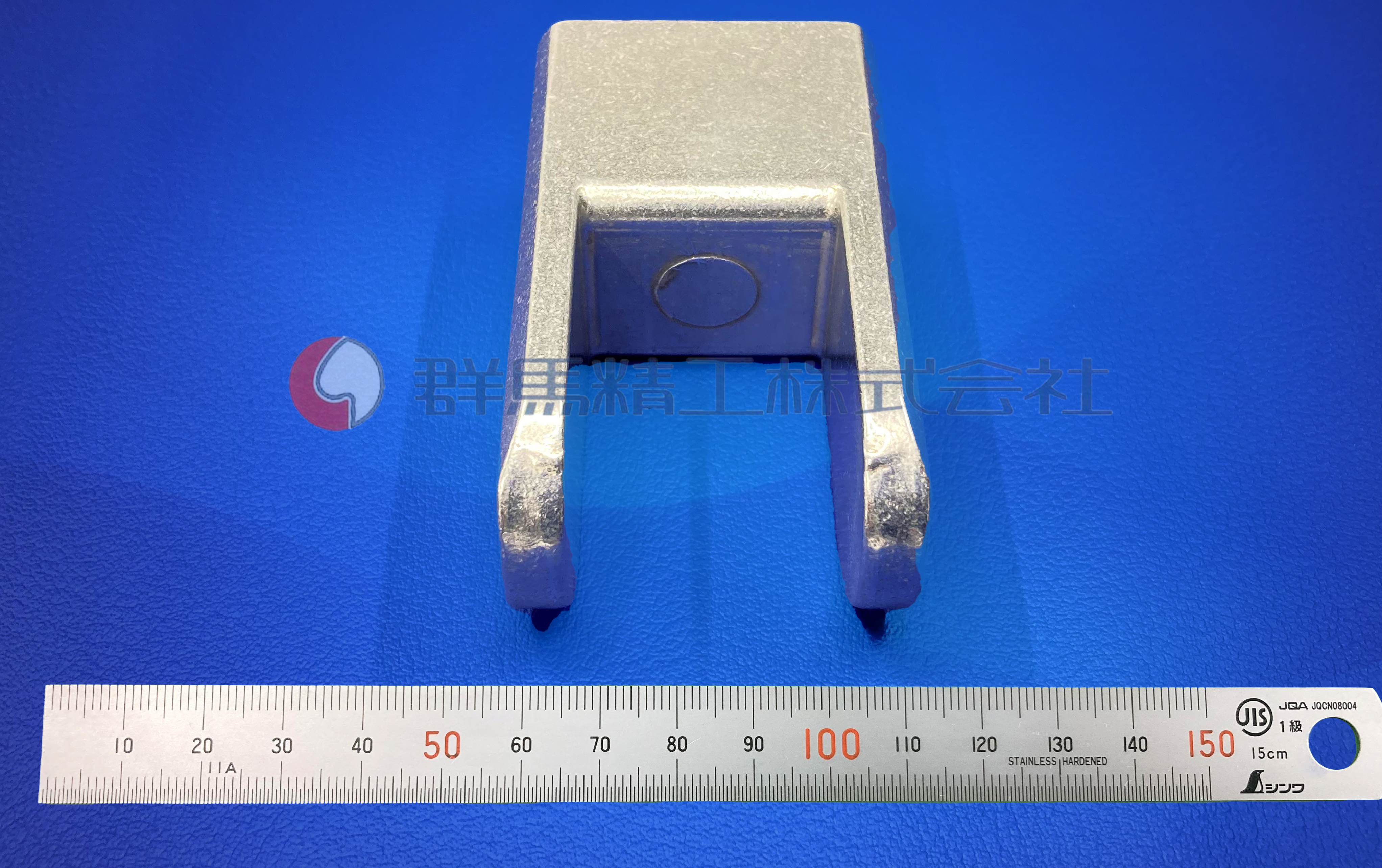
A6061 | 2輪 SA | ・ブラケット部とシリンダ部の⻑尺一体成形を実現しています。 |
|
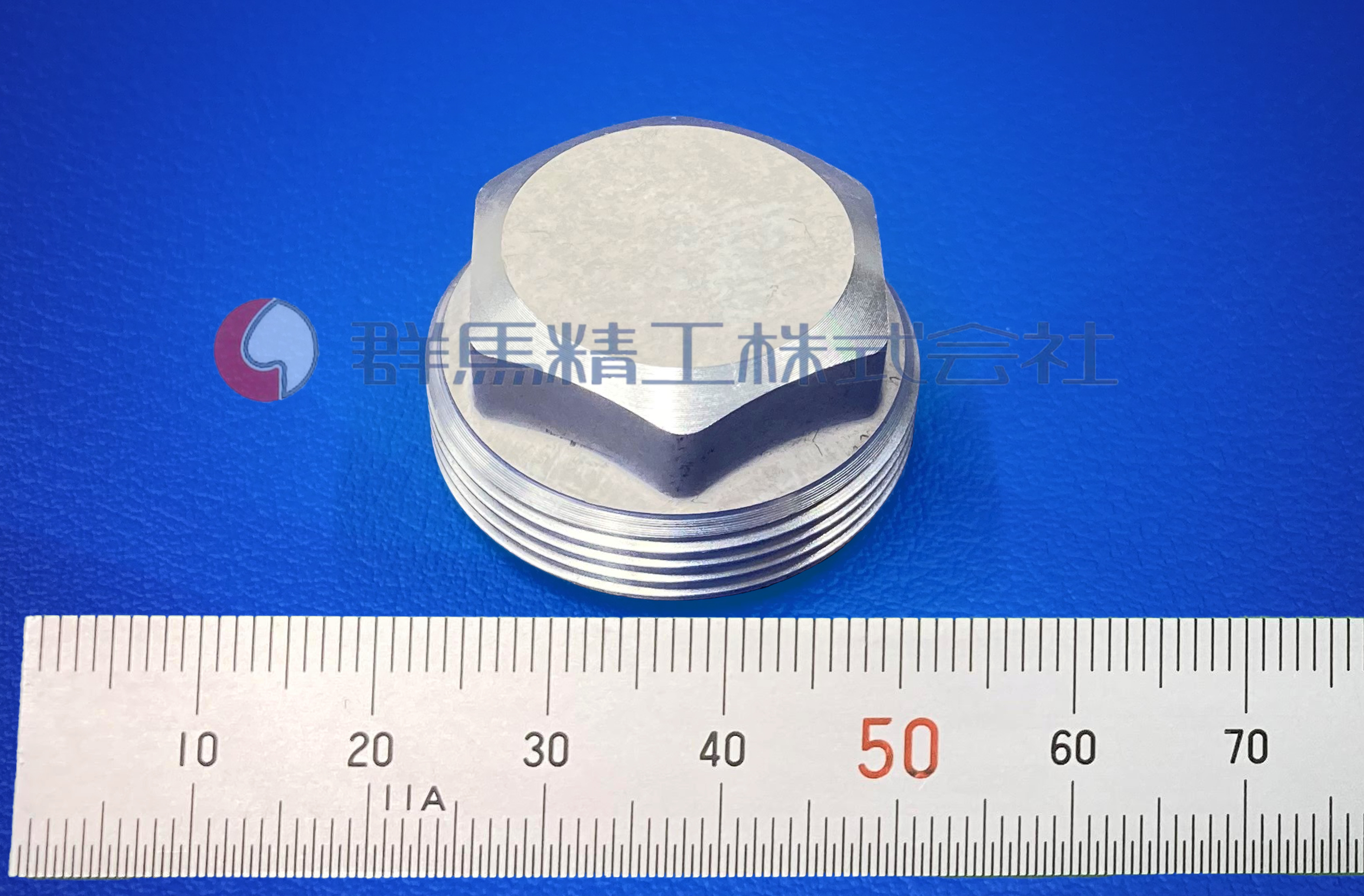
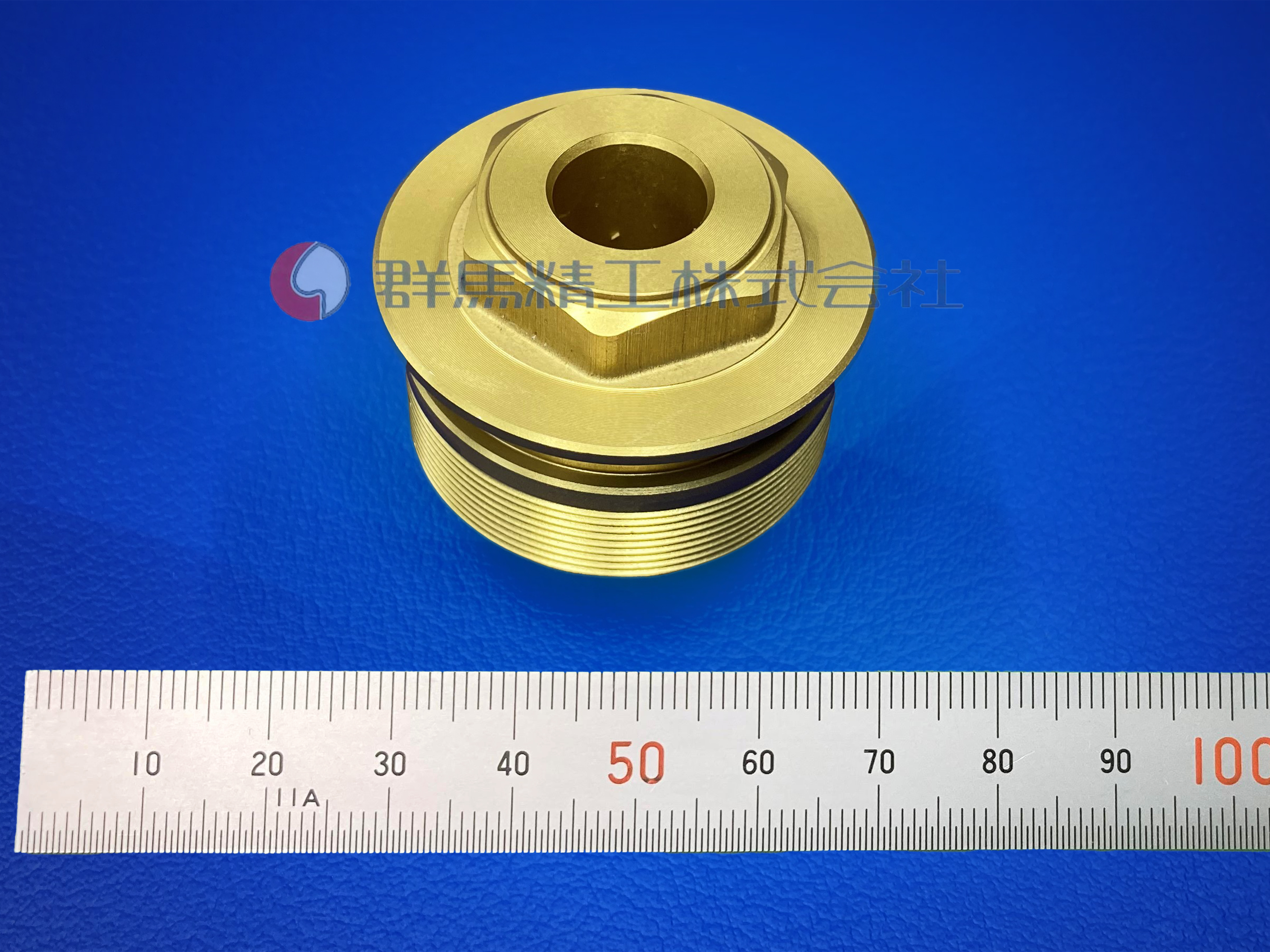
A6061 | 2輪 SA | / 冷間鍛造にて六角形状ならび軸部を鍛造化ニアネットシェイプ効果により総切削とならびコストメリットが実現する。 |







画像をクリックすると拡大します
鉄製品
| 写真 | 材料 | 用途 | ポイント |
|---|---|---|---|
冷間鍛造 |
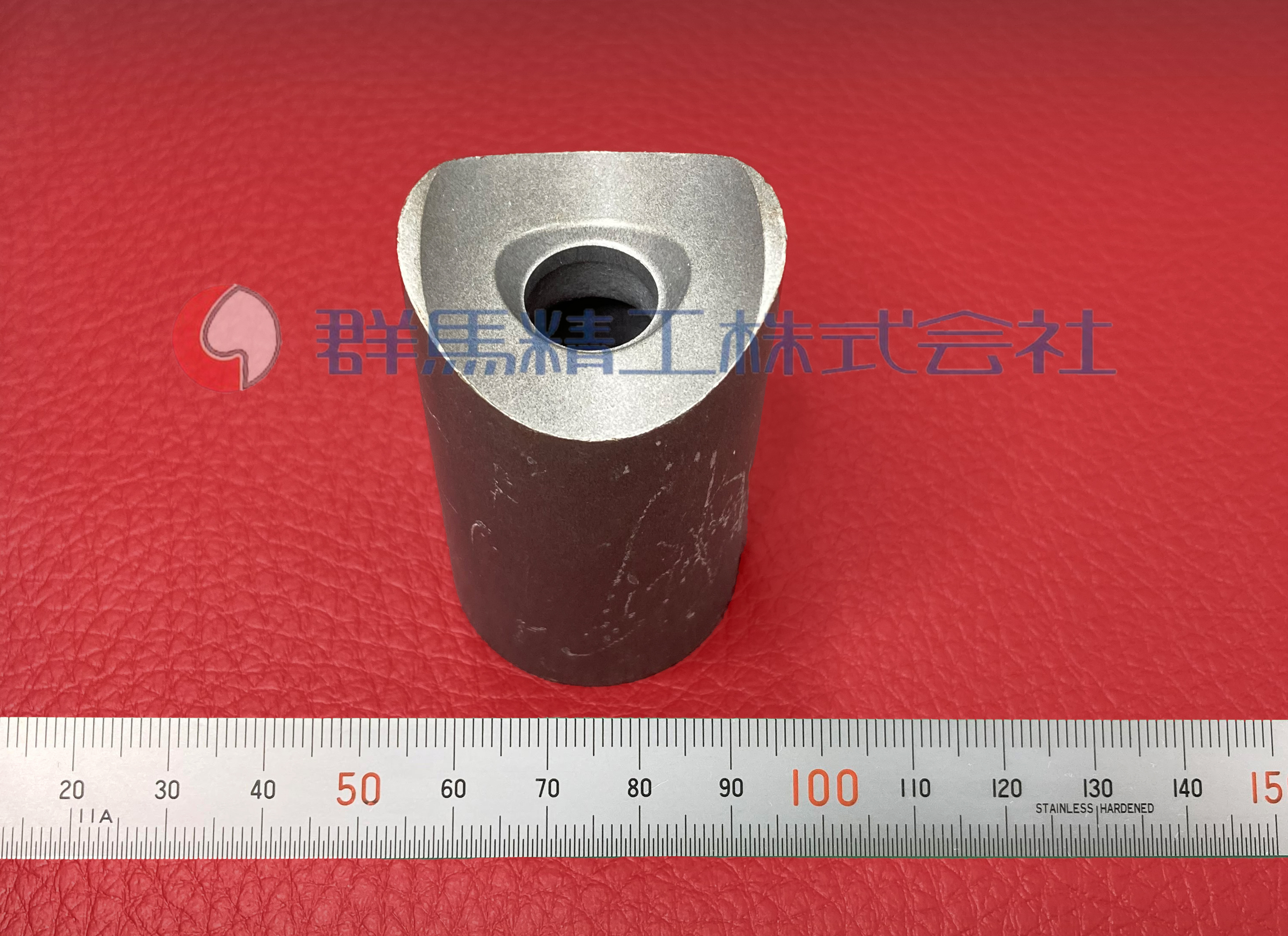
S25C | 4輪 SA | ・内径のスリーブと底面のR形状を同時成形切削加工工程の省略化 |
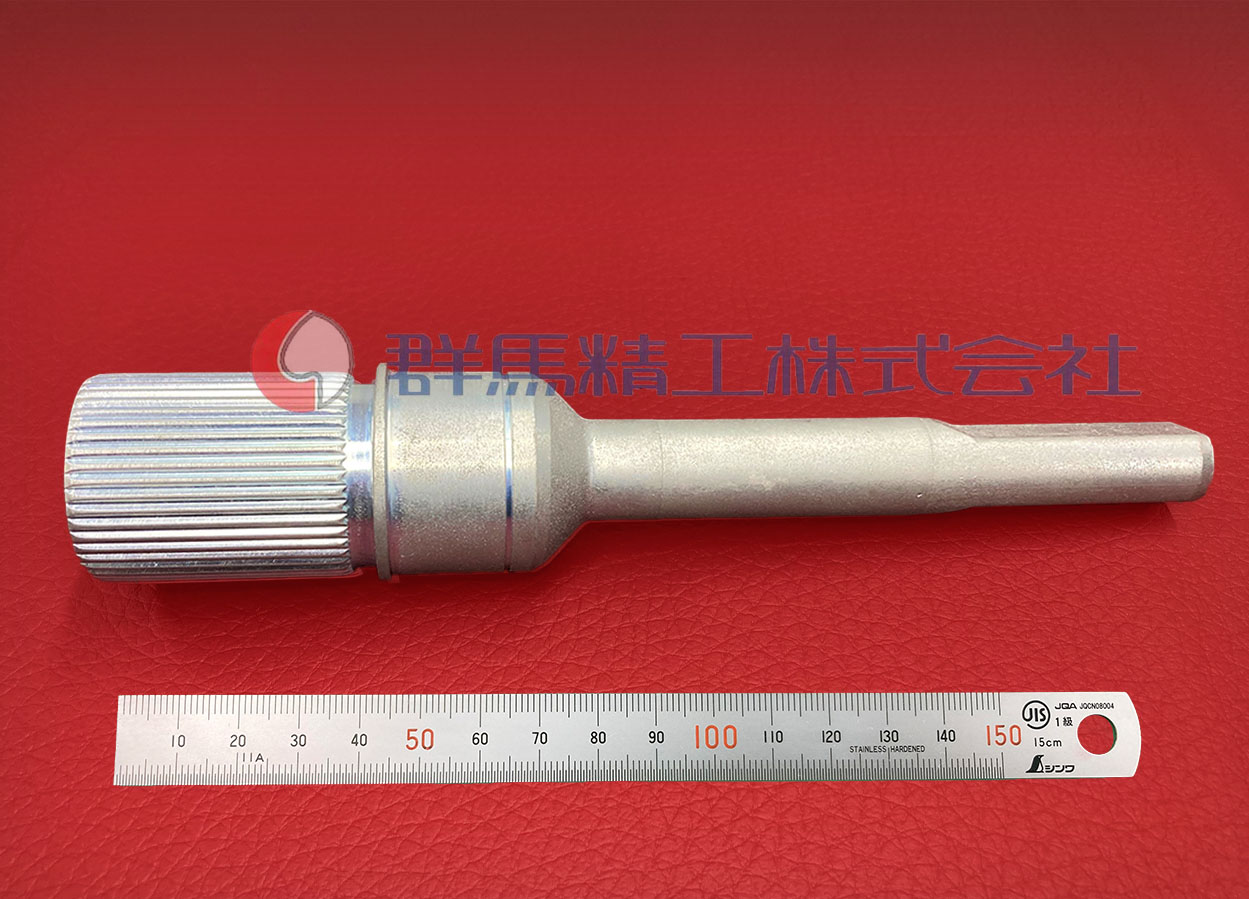
シャフト 冷間鍛造 |
S25C | ステアリング | ・カップ形状(中空形状)の外周側に“セレーション”を成形した製品。 ・国産スポーツカーにも採用を頂いております。 |

|
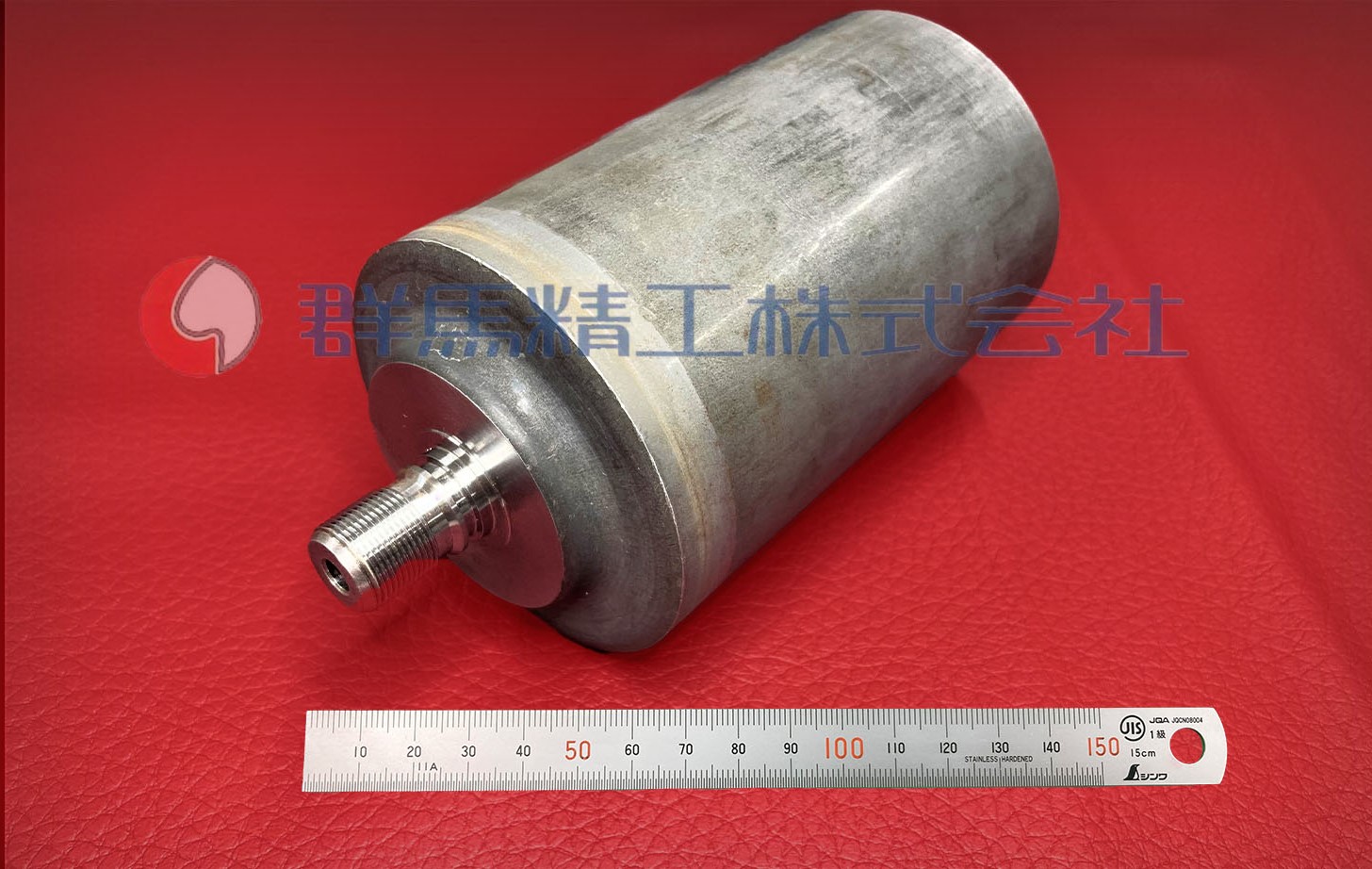
S10C | エンジン | 従来工法…2ピース(プレス品と総切削品)を溶接にて接合。 冷間鍛造にて一体化に成功。 |
|
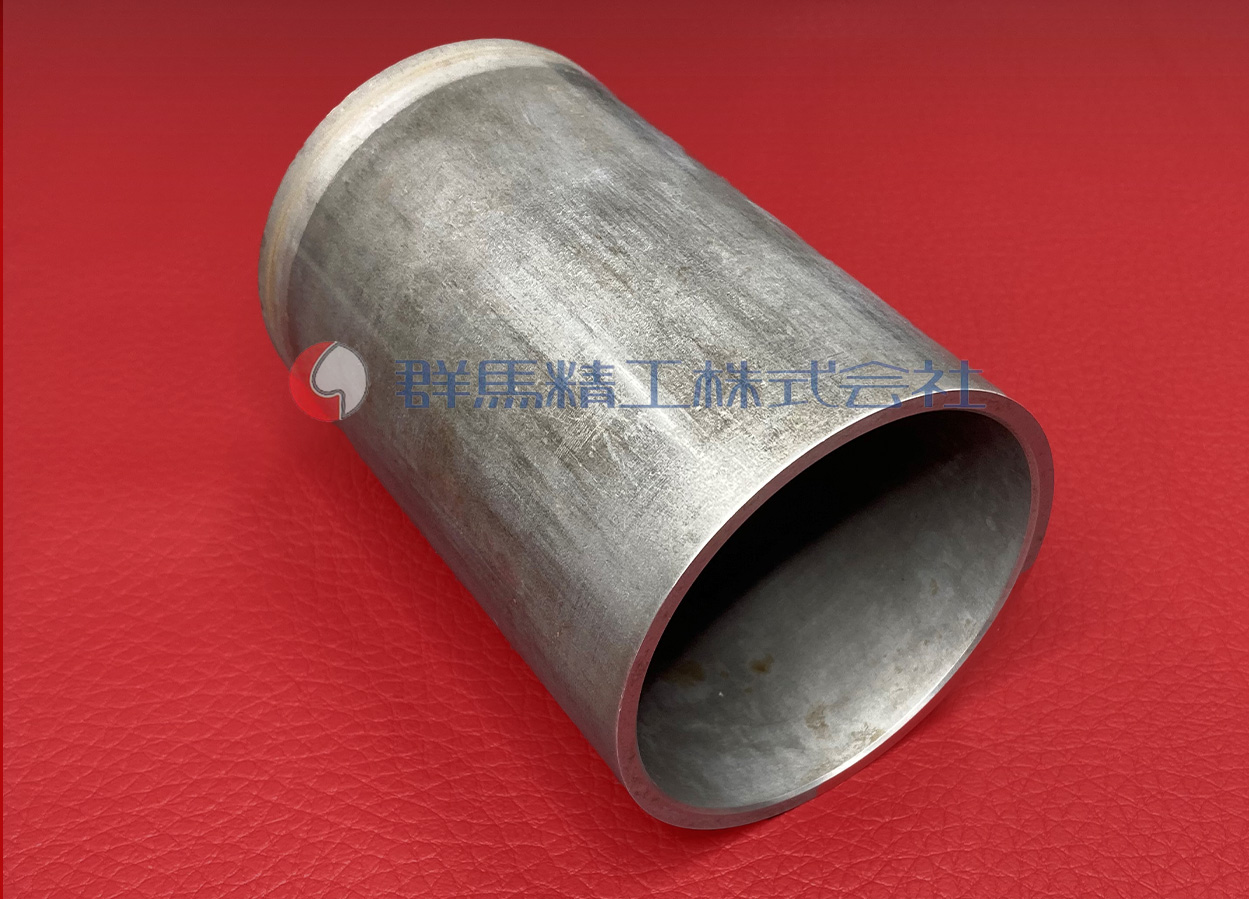
S15C | アキュムレータ | 鍛造後、油圧プレスにてアイオニング加工。 L寸 58.5 ⇒ 115 迄、シゴキ加工を実現。 |

冷間鍛造 |
S45C | 4輪 SA | セレーション形状部を鍛造化+トリミング 加工にて柾力.加工部部位を低低減させた製品となります。 |

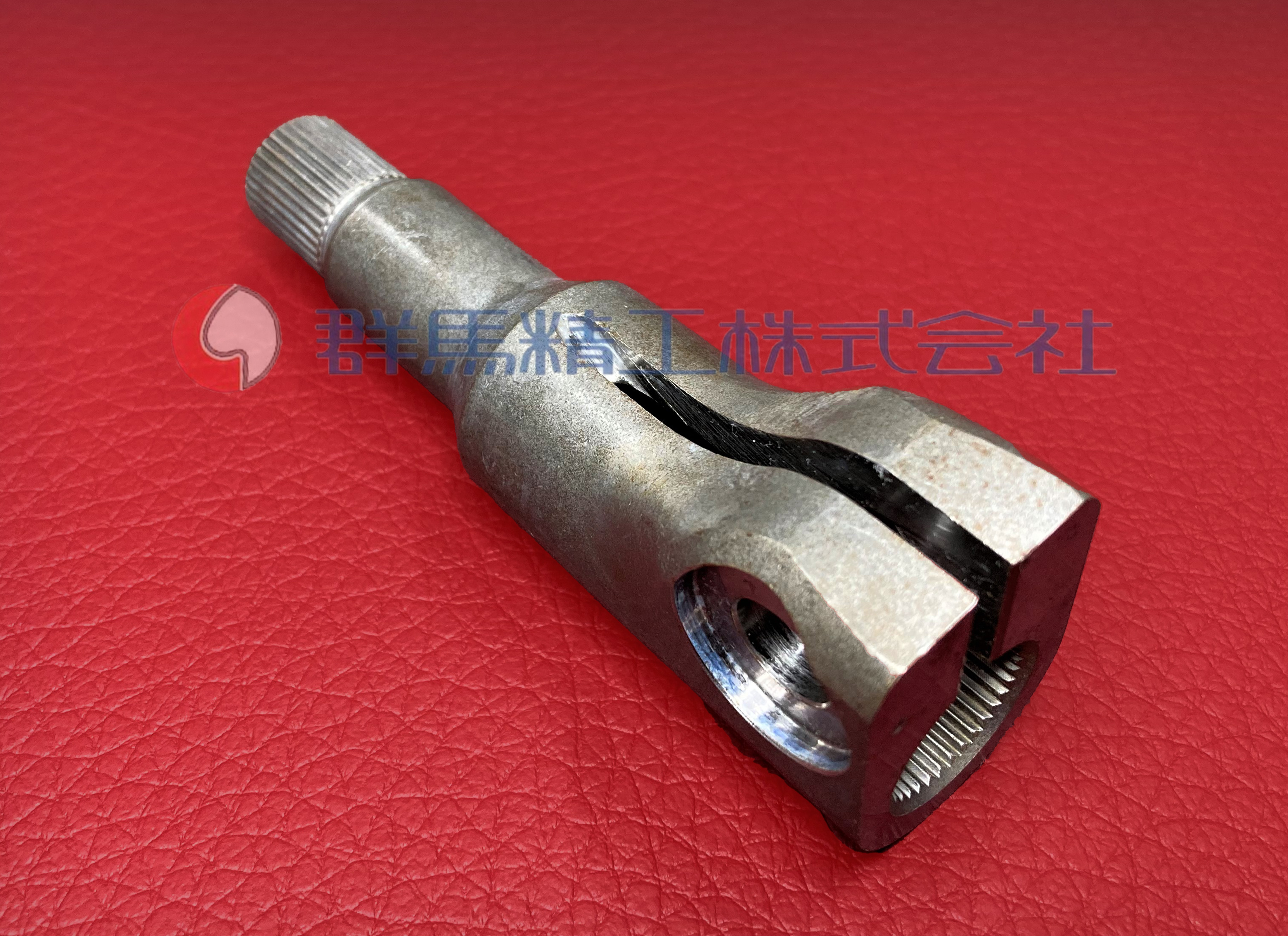
シャフト 冷間鍛造 |
S25C | 4輪 SA | 冷間鍛造により軸部ならびに本体を一体化オス,メスセレーションも鍛造成形となります。 |





画像をクリックすると拡大します